РЕКОНСТРУКЦИЯ СИСТЕМ УПРАВЛЕНИЯ
ЭЛЕКТРОПРИВОДАМИ ВАЛЬЦЕТОКАРНОГО СТАНКА
УЧАСТКА ВШМ СТАНА 1700ГП
Заказчик: АО «Арселор Миттал Темиртау», г. Темиртау
Объект реконструкции: Вальцетокарный станок модели 1827С участка ВШМ стана 1700гп
ОПИСАНИЕ ОБЪЕКТА РЕКОНСТРУКЦИИ
Вальцетокарный станок модели 1827С (рисунок 1)
предназначен для высокопроизводительной обточки
чугунных и стальных валков прокатных станов в металлургической промышленности.
Станок может быть использован также для обточки длинных цилиндрических
деталей с целью удаления
поверхностных дефектов,
образовавшихся в процессе
литья, прокатки или ковки.
Обработка валков может
производиться резцами с
пластинками из быстрорежущей
стали или твердых сплавов.
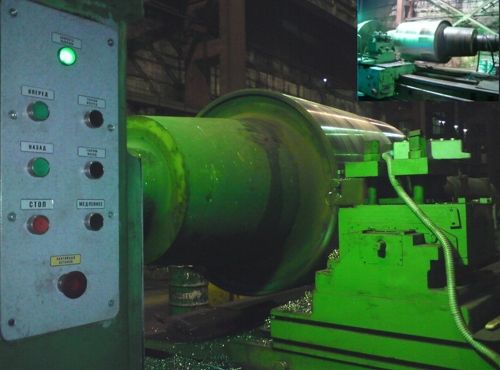
Рисунок №1
Вальцетокарный станок модели 1827С
Станок состоит из
следующих узлов:
- станина;
- передняя бабка;
- задняя бабка;
- суппорт;
- фартук;
- коробка подач;
- люнет;
- ящик для стружки;
- электрооборудование.
Передняя бабка состоит:
- главного электропривода;
- коробки скоростей;
- привода подачи;
- гидропереключения.
Основные данные станка:
- максимальная длина валка, мм 6500
- наибольший диаметр бочки валка, мм 1650
- наибольшая масса обрабатываемого изделия, кг 50000
- число резцов в резцедержателе, шт 1
РЕШЕНИЕ И ХАРАКТЕРИСТИКИ СИСТЕМЫ АВТОМАТИЗАЦИИ
Привод шпинделя осуществляется электродвигателем постоянного тока мощностью 110 кВт, 220 В,
300/1200 об/мин, питающимся от управляемого нереверсивного преобразователя фирмы «SIEMENS»
SIMOREG DC MASTER 6RA70 - это комплектный тиристорный электропривод, представляющий собой устройство
шкафного исполнения, одностороннего обслуживания, состоящее из модуля тиристорного преобразователя с
микропроцессорным управлением и вспомогательного оборудования: коммутационная аппаратура,
предохранители, источники питания, автоматические выключатели, контакторы, промежуточные реле.
Преобразователь постоянного тока 600 А нереверсивный, изменение направления вращения двигателя
осуществляется реверсом поля. Регулирование скорости без обратной связи по скорости вращения с
ослаблением поля в 4 раза. Использование внутреннего задатчика интенсивности обеспечивает безударный пуск
станка и плавное изменение скорости при работе. Предусмотрен режим динамического торможения.
Однолинейная схема электропривода представлена на рисунке №2.
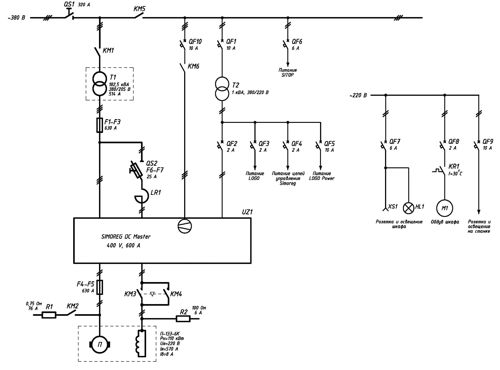
Рисунок №2
Однолинейная схема электропривода
Логика управления станком реализована с помощью программируемого модуля LOGO 230RC фирмы
«SIEMENS» с расширениями дискретных входов/выходов DM8 230RC и дополнительного программного
обеспечения S00 преобразователя SIMOREG. Кнопки управления расположены на корпусе передней бабки и
дублируются на суппорте (рисунок 1).
Коробка скоростей имеет три механических ступени: 0 – 4 об/мин, 0 – 16 об/мин, 0 – 64 об/мин с
гидравлическим переключением при помощи двухсторонних гидравлических цилиндров и рычажной системы,
находящейся внутри коробки скоростей. Для контроля выбранной ступени и числа оборотов шпинделя на
передней бабке установлена панель оператора OP73, представленная на рисунке 3. На панели также
отображаются ток якоря и ток возбуждения главного электропривода.

Рисунок №3
Панель оператора OP73
О правильности выбора ступени свидетельствует зеленый индикатор на передней бабке (рисунок 1), который
участвует в схеме блокировок и защит. Системой управления на станке предусмотрена предупредительная и
аварийная световая и звуковая сигнализация.
СРОКИ РЕАЛИЗАЦИИ ПРОЕКТА
Срок реализации проекта – 2 месяца, ввод в эксплуатацию - март 2008 г.
