|
|
Reconstruction of weighing and metering system of the cement grinding shop No2
Customer: JSC “KarCement”, Karaganda region, Aktau Reconstruction object: grinding shop No2, cement grinding mills No3,4  Picture No1
 Picture No2 For comfortable service, Diagnostic and monitoring system was developed on the basis of personal computer with using of software package WinCC 6.0. Graphic structure of software allows to an operator controlling regimes of metering device work, to trace and react to the all electric drive emergency and pre-emergency situations in time.  Picture №3 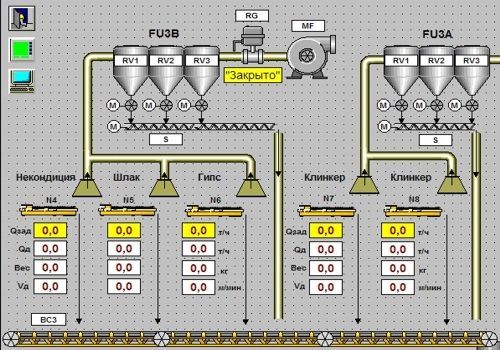 Picture №4 There are two conveyor operating modes. Controlling conveyor by hand, an operator sets speed task either from the push-button station or from the control station, using buttons “more” or “less”. Controlling conveyors in automatic mode, an operator sets either production task for each conveyor in the conveyor control window (tonnes per hour), or sets one or another formulation. An operator can change the formulation, i.e. correct percentage rating of additives (slag, mineral white) or choose another formulation without technological process shutdown. 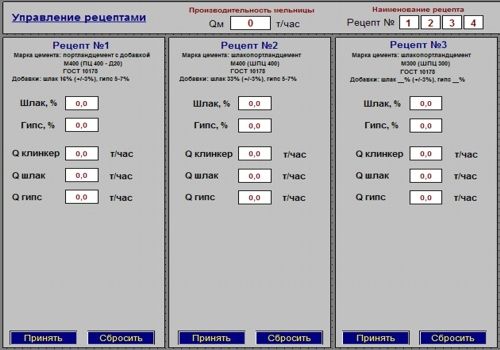 Picture №5 Control system allows aligning weight convayer units without using special programs. Alignment is made dirrectly from the control station. Inductive sensors are installed for turning of band conveyors control. Weight conveyor control system works with cement grinding technological process control system jointly. This system is realized on the ABB equipment. Data exchange between two conveyors is carried out with the help of SCADA system. |
www.rvsa.kz www.rvsa.ru
|