|
|
Reconstruction of main drive at stand No10, pinch devices of
stand No10 and loop holder No5 mill 1700 HRM Customer: JSC “Arcelor Mittal Temirtau” Reconstruction object: electric drives equipment at mill 1700гп HRM-1
 Picture No1
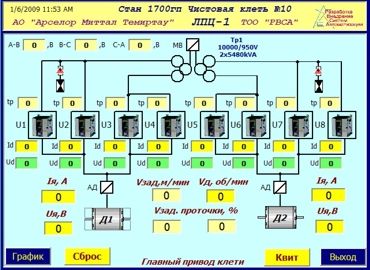
 Picture No2 For service convenience it was developed diagnostics and control system on the basis of operator’s panel МP277. The panel is destined for displaying of drive electric equipment condition. Developed graphic OP structure allows a dispatcher to control working modes, to watch and react on all emergency and pre-emergency conditions of electric drives at stand. Also in diagnostics system it is carried out permanent archiving of parameters as follows:
 Picture No3 During main drive designing it was improved ventilation system, reducing dust ingress in the cabinets with power blocks till minimum. On each anchor it was installed frequency converter, operating rotation velocity of fans depending on thyristor temperature. Main drive control system anticipates task receiving by means of analogue signals, also on the Profibus network from general speed modes control system of the mill. During main drive adjustment, with the help of special developed setup program, fast operation of the current regulator was increased more than twice, in contrast to previous stands (No6-9). It is positively affected the stand work i.e. during slab holding in the rolling process it is required accurate speed maintenance and high fast operation of the speed regulator. The main drive exciter of the stand No 10, in contrast to previous ones (No6-9) was designed as a stand-along unit, i.e. emf regulator is assembled immediately in it. It very facilitates further reservation either the exciter or the main drive, also allowsit separate transfer on the spare equipment. The project anticipated unimportant reconstruction of available relay-contact control circuit, it was increased working reliability.  Picture No4 |
www.rvsa.kz www.rvsa.ru
|